 English
English 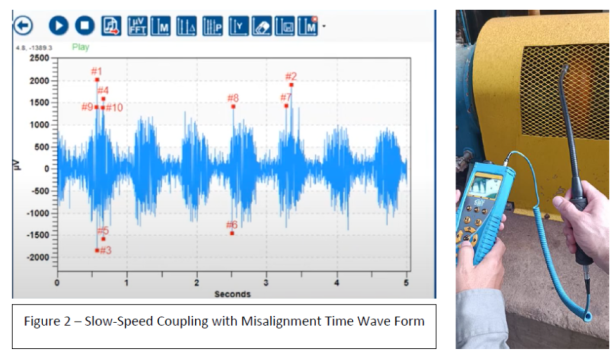
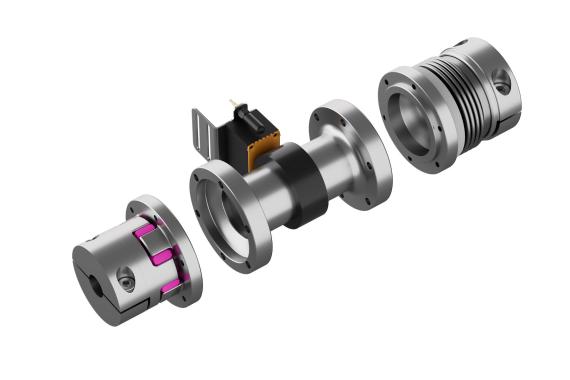
Un accouplement est un composant mécanique utilisé pour relier deux arbres ensemble et transférer de la puissance tout en offrant un certain degré de flexibilité au système, en réduisant les charges de choc et en tenant compte des imprécisions dans l'alignement des arbres. Ils constituent un composant essentiel dans de nombreux systèmes mécaniques et environnements de fabrication.
En règle générale, les équipes de maintenance et de fiabilité doivent arrêter l'usine, démonter et effectuer une inspection visuelle approfondie d'un accouplement pour rechercher des signes d'usure mécanique. Le fait de devoir interrompre la production pour effectuer ces inspections est aggravé par le nombre d'heures de travail nécessaires par accouplement. Sans oublier que les accouplements se révèlent tout le temps en bon état, pour ensuite présenter des défauts lors du remontage.

Grâce aux ultrasons aéroportés, les techniciens de maintenance sont en mesure d'effectuer des inspections simples. À l’aide d’un capteur à baguette flexible, les signaux ultrasonores aéroportés peuvent être capturés à travers les entrefers lors de la protection.
Vous trouverez ci-dessous quelques exemples de signaux ultrasonores aéroportés capturés par les techniciens de service de SDT Ultrasound Solutions lors d'un itinéraire de surveillance de l'état dans une usine de papier. Pour capturer les données, ils ont utilisé un collecteur de données à ultrasons SDT340, un capteur à baguette flexible et un logiciel d'analyse de signaux ultrasoniques UAS3.
La figure 1 est un signal ultrasonore aéroporté capturé d'un couplage sain. Ce couplage émet une très faible énergie et possède un signal stable sans impact répété.

La figure 2 est un signal ultrasonore capturé d'un couplage à vitesse lente mal aligné. À chaque rotation, il y a un grand pic. Il existe une différence notable dans le µV entre les deux formes d’ondes temporelles ultrasonores.

Sur les figures 3 et 4, on peut observer un couplage avec une erreur de lubrification évidente. Mais en examinant le spectre ultrasonore de cet accouplement, il existe une indication d'impacts répétés à vitesse de fonctionnement. Dans ce cas, la recommandation de SDT serait de lubrifier l'accouplement, puis d'effectuer des mesures de suivi pour confirmer si le signal d'impact répété est encore suffisamment fort pour justifier une inspection plus approfondie.

Dans les figures 4 et 5 , un accouplement gravement endommagé a été capturé. Il y a des pics extrêmement élevés et clairs de vitesse de course observés dans la FFT, et une quantité notable d'impacts graves observés dans la forme d'onde temporelle.
Comme le montrent les données documentées dans cette étude de cas, on peut conclure que les ultrasons sont une méthode efficace pour inspecter les accouplements de manière non intrusive, pendant les opérations de l'usine. Lorsqu’un couplage produit un signal ultrasonore fluide et stable, on peut supposer en toute sécurité qu’il fonctionne dans un état sain.
De nombreuses équipes de maintenance et de fiabilité génèrent des PM à exécuter lors des arrêts d'usine qui impliquent le démontage et l'inspection visuelle des accouplements. Combien de temps pourrait-on gagner si les PM étaient générés uniquement pour les accouplements qui ont échoué à une inspection par ultrasons ?